Press Brake vs Panel Bender: Key Differences
I. Introduction
In the sheet metal bending industry, most people have used press brakes, but panel benders are also a viable option for forming workpieces. There are also several other presses available, including stamping machines, folding machines, punching machines, etc. The addition of a panel bender to the production line can simplify operations, and enhance bending efficiency and accuracy. Here is the video for you:
II. What Is a Press Brake?
1. Introduction
Press brake is a machine used for bending sheet metal. It forms predetermined bends by clamping the workpiece between a matching punch and die. One of the advantages of press brakes is their versatility in handling various materials and thicknesses, making them ideal for custom and small-batch production.
2. Structure
It consists of a ram and a workbench, with a set of punches on the ram and corresponding V-shaped dies on the workbench. The ram is powered by the pressure system, driving the punch to press down on the workpiece into the die. The following is the components of the press brake in detail:

3. Type
The type of press brake can be divided into CNC press brake, NC press brake, tandem press brake, press brake bending cell, large press brake, electric press brake, etc.
While press brakes are less expensive compared to panel benders, their cost varies depending on the tonnage, which can range from 40 tons to over 1000 tons. During the bending operation, the operator may need to adjust the plate after each bending cycle. The press brake can be automated with the addition of a manipulator, but this increases the overall cost of the machine.
III. What Is a Panel Bender?
1. Introduction
Panel bender was invented by Mr. Guido Salvagnini and has a history of over 100 years. The panel bender shares a similar appearance and function with the press brake but is better suited for producing complex workpieces.
The panel bender has the capability to bend both upward and downward, as well as horizontally, allowing for all sides of a plate to be bent. The upper and lower blades, counter blades, and automatic manipulator are the key components of a panel bender.
These tools are multi-functional and can adjust to changes in the plate without any additional setup time. The blank holder can clamp and rotate the plate accurately, quickly, and automatically, leading to improved accuracy and quality of the workpiece.
Once the panel bender positions the plate, it is secured in place and the upper and lower blades bend the plate up or down. The applications of panel benders are particularly suited for large-scale production runs where consistency and speed are paramount.
2. Main components
Here is a concise overview of the main components of a panel bender:
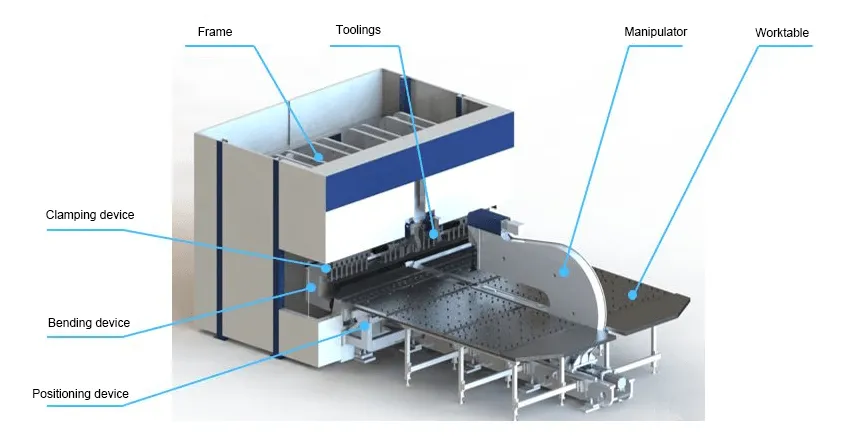
- Upper and Lower Blades: Responsible for the bending process by moving up and down to apply force to the sheet metal.
- Automatic Blankholder: Clamps the workpiece in place during the bending cycle, ensuring precise positioning and stability.
- Counterblade: Works in conjunction with the upper and lower blades to clamp and bend the sheet metal accurately.
- Manipulator: Automatically moves, handles, grips, and rotates the sheet metal throughout the bending cycle, reducing the need for manual intervention.
- Control System: Advanced CNC or proprietary control systems manage the movements of the blades and blankholder, ensuring precision and repeatability.
- Automatic Tool Changer: Allows for quick changes of tools to adjust bending angles and accommodate different part sizes without manual re-tooling.
- Human-Machine Interface (HMI): Intuitive interface for operators to control and monitor the bending process, often featuring user-friendly software.
- Safety Systems: Includes features like light curtains and emergency stop buttons to ensure operator safety during operation.
IV. What’s the Difference Between a Press Brake and a Panel Bender?
1. Efficiency
The panel bender is more efficient than the press brake in terms of the number of workpieces produced per hour, as well as the bending of each workpiece. The panel bender can quickly produce small batches or complete sets of precision workpieces.
While at least one or two operators are required for each press brake to work, the panel bender requires less personnel, with only one operator needed for the semi-automatic bender, and no personnel required for the fully automatic bender.
The panel bender has lower operator requirements compared to the press brake, only needing an operator to feed or remove the workpiece. In contrast, the press brake requires multiple operators, and may even need a robot to assist, in order to produce the rest of the machine.
The panel bender is more suited to complete production lines and usually only requires one to three operators to complete batch production. Panel benders typically have higher production efficiency than press brakes due to their fully automated operation with manual and automatic blank holder options and an automatic manipulator that significantly improves bending efficiency. In comparison, the press brake must be manually adjusted after each bending cycle.
2. Functionality
Press brakes have a pressure range of 40 tons to thousands of tons and have a low degree of automation. They can be used for angle correction, automatic tool change, and deflection compensation, among other functions.
The accuracy of the press brake depends on the accuracy of the back gauge, angle adjustment, and blank. The setting time of the press brake is longer than that of the panel bender. However, press brakes are more flexible in modifying the workpiece according to the design drawing and can produce a satisfactory piece.
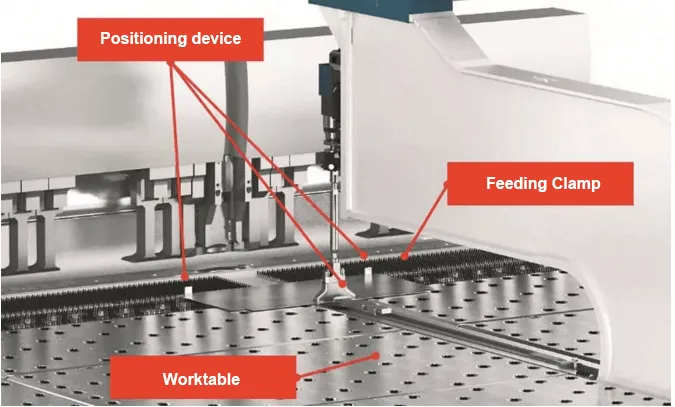
On the other hand, the panel bender is not based on tonnage but on the thickness of the sheet metal. It requires positioning the workpiece on the centerline and bending each side of the workpiece after positioning from the four sides.
The panel bender has a bending tolerance of 0.008 inches, producing more precise workpieces and easier-to-assemble pieces, such as those that can slide or snap together. The setting time of the panel bender is minimal, and it can automatically adapt to the shape of the sheet metal.
3. Working Principle
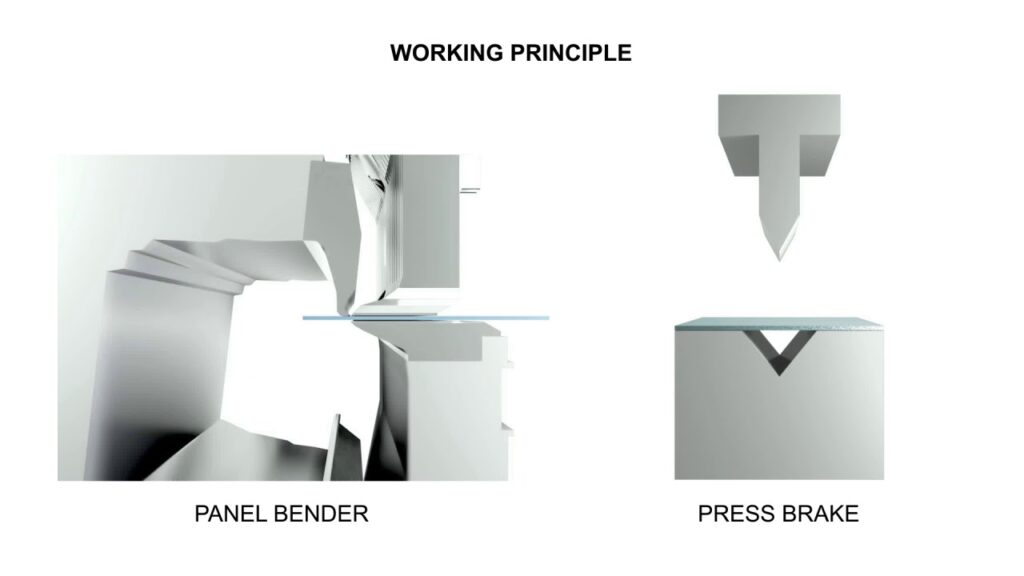
The difference between the panel bender and press brake in the bending process is quite clear. The press brake has an upper die set and a matching lower die set in the form of a V. Driven by pressure, the upper die presses the metal plate into the lower die, completing one full bend.
The size of the V-shaped die opening varies according to the thickness, bending radius, and angle of the plate. The press brake's tooling will wear over time and will need to be replaced.
In contrast, the panel bender processes the sheet metal using upper and lower blades and a blank holder. The panel bender's counter blade helps to hold the metal plate in place during the bending process.
One of the standout features of the panel bender is its blankholder's ability to assist the blade in clamping the plate, allowing for flexible and precise bending.
The upper and lower blades, counter blades, and blank holder of the panel bender do not need to be stopped or adjusted manually. They are automatically controlled according to the thickness and shape of the sheet metal throughout the entire bending process.
4. Bending Quality
Bending metal plates with a press brake can result in wrinkles or kinks and can cause issues when bending backward. The press brake's method of pressing the plate into the lower die using the punch can cause scratches on the plate surface, particularly with coated plates.
Additionally, prolonged use can lead to wear and tear on the mold, requiring regular replacement. When bending large plates, the operator's speed may not be able to keep up with the bending speed, leading to material waste.
On the other hand, the panel bender boasts a higher level of automation and greater accuracy and repeatability compared to the press brake. Its sensors are able to automatically adjust the bending force and angle based on changes in temperature and material thickness.
V. Which One is Better: Panel Benders vs Press Brakes ?
These two machines have their own distinct advantages in sheet metal fabrication, and the choice between them depends on your specific needs. The press brake is better suited for bending large workpieces and has a larger operating area. It is also more appropriate for producing internal flanges.

On the other hand, the panel bender is ideal for consistent bending complex and precise parts. It has higher accuracy, repeatability, and automation, making it more efficient for mass production.
Panel benders usually are suitable for thinner metal sheets and may have limitations for thicker sheets. Certain specific materials (such as high-strength steel) may not be suitable for panel bending technology and require the use of a press brake.
However, the cost of a panel bender is higher than that of a press brake. You need to consider your production needs and budget when making a decision. Here is a comprehensive table comparing the press brake and panel bender:
| Feature | Press Brake | Panel Bender |
| Definition | A machine used in metal fabrication for bending, consisting of a ram and a workbench with punches and dies | A machine designed for high-speed, automated bending of sheet metal panels, capable of high-precision bending in multiple directions |
| Key Components | Ram, workbench, punches, V-shaped dies, pressure system, optional manipulator | Upper and lower blades, counter blades, automatic manipulator, blank holder |
| Efficiency | Requires manual adjustment after each bending cycle; typically needs multiple operators | Higher automation; requires fewer operators; can quickly produce small batches or complete sets |
| Functionality | Pressure range from 40 tons to thousands of tons; used for angle correction, tool change, deflection compensation | Not based on tonnage but on sheet thickness; can bend all sides of a plate with minimal setup time |
| Working Principle | Uses an upper die set and a matching lower die set in a V shape; the upper die presses the metal plate into the lower die | Uses upper and lower bending blades and a blank holder; the counter blade holds the metal plate in place during bending |
| Bending Quality | Can result in wrinkles, kinks, and surface scratches; mold wear over time | Higher accuracy and repeatability; sensors adjust bending force and angle automatically |
| Automation Level | Lower; can be automated with additional cost | Higher; includes automatic blank holder and manipulator |
| Cost | Generally lower initial cost | Higher initial cost but more efficient for mass production |
| Best Suited For | Bending large workpieces, producing internal flanges, and handling various materials and thicknesses | Bending complex and precise parts, high-speed production, and large-scale production runs |
VI. Press Brake vs Folding Machine – Which Is Right For You?
Both press brakes and folding machines are used in sheet metal manufacturing with high accuracy. The press brake has a wider range of tonnage, allowing it to handle larger and thicker metal plates.
However, the punch of the press brake may result in scratches on the workpiece. When compared to the folding machine, the press brake is better suited for bending larger quantities of metal.
On the other hand, the folding machine has a lower bending force, making it more suitable for bending thin metal plates. Additionally, the folding machine can produce workpieces with complex shapes and is capable of bending in small batches. Anyone familiar with folding machines knows the unmatched speed of a panel bender when it comes to producing a traditional box form.
VII. Conclusion
The press brake and the panel bender both have their own unique advantages and disadvantages, so it will be necessary to see if a press brake or a panel bender would be better for your specific application. When considering the cost of operation, the press brake has a lower cost compared to the automated panel bender, but the latter has higher production efficiency.
At ADH Machine Tool, we pride ourselves on our 40+ years of experience in manufacturing high-quality bending machines. Whether you need a versatile press brake (CNC or hydraulic press brake) or a highly efficient panel bender, our expert team is here to help you find the perfect solution for your production line.
We also provide laser cutting, shearing, etc. Contact us today to learn more about how our advanced machinery can enhance your manufacturing capabilities and drive your business forward.
Double Head Cutting Machine,Double Head Waterjet Cutting Equipment,Double Head Waterjet Cutter,Double Head Waterjet Cutting Machine
Jiangsu Sunshine Intelligent Equipment Co.,Ltd. , https://www.sunshinewaterjet.com